摘要
铜包钢 (CCS) 线材结合了铜的高导电性和钢的高强度,已成为双金属线材的佼佼者。然而,生产高性能的 CCS 线材需要的不仅仅是材料堆叠。本文将深入分析以下三个关键工艺参数拉伸变形, 退火温度, 和 退火时间-直接影响 CCS 线材的拉伸强度和伸长率,为生产实践提供科学指导。.
1.导言
在现代通信和电力传输领域,铜包钢线的应用越来越广泛。铜包钢线的卓越性能源于铜和钢的完美结合--铜层具有高导电性,而钢芯则具有高强度。.
然而,最终产品的机械性能不仅取决于原材料,还受到加工技术的深刻影响。了解这些工艺参数与性能之间的关系对于优化生产和提高产品质量至关重要。.
相关产品:有关铜包钢线产品的更多信息,请访问 Copper Clad Steel Wire Product Page.
2.拉拔过程:强度与延展性之间的 “平衡术
2.1 拉伸变形的核心作用
绘画是 核心步骤 在 CCS 线材生产中。研究表明,随着拉拔变形的增加,线材的机械性能会发生显著变化:
| 绩效指标 | 变化趋势 | 原因分析 |
|---|---|---|
| 抗拉强度 | 显著增加 | 晶粒细化,位错密度增加 |
| 伸长率 | 持续减少 | 加工硬化、塑料储备消耗 |
这种 “权衡 ”关系本质上是材料强度和延展性之间的经典平衡。.
2.2 实验数据:应力-应变曲线
下图显示了不同拉伸变形(30%-90%)时的应力-应变曲线:
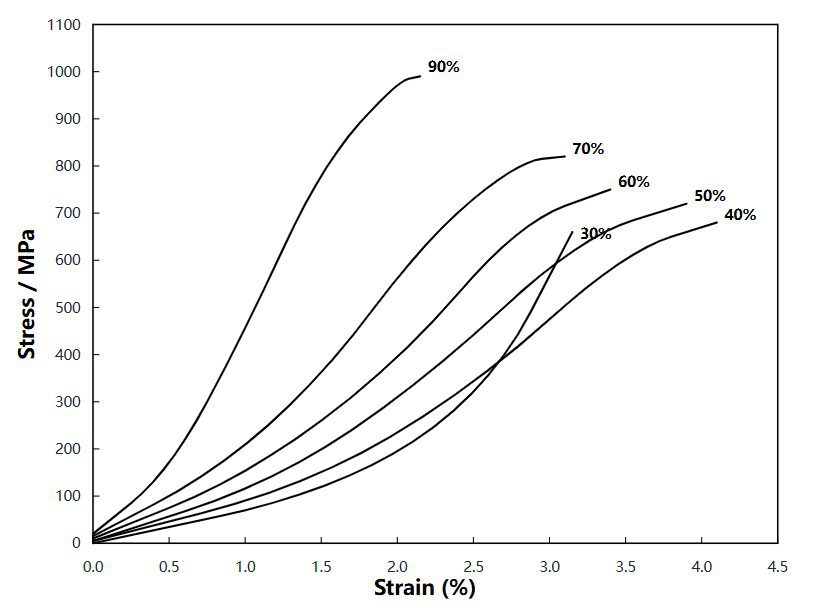
图 1:不同拉拔变形时的应力-应变曲线(30%-90%)。Y 轴:应力 (兆帕),X 轴:应变(%)。曲线显示,随着变形量从 30% 增加到 90%、, 拉伸强度 明显增加,从 ~600 兆帕增加到 ~1000 兆帕,而 伸长率 减少。.
曲线解释:
- 30%-40% 变形:强度较低(约 600-700 兆帕),延展性较好
- 50%-60% 变形:中等强度(约 750-800 兆帕),综合性能均衡
- 70%-90% 变形:强度显著提高(800-1000 兆帕),延展性显著降低
主要结论:在 90% 变形时,拉伸强度接近 1000 兆帕,但伸长率大幅下降。.
2.3 混合规则:理论预测的有力工具
研究人员利用 混合规则 的复合材料,从理论上计算不同变形水平下的拉伸强度:
Mixed Rules Formula:
公式解释:
- σCCSb — Tensile strength of CCS wire
- σCub — Strength of copper
- σFeb — Strength of steel
- VCu — Volume fraction of copper
- VFe — Volume fraction of steel
核查结果:实验数据表明,理论计算结果与实际测量结果非常吻合,证明了该模型在预测碳捕获和储存系统导线强度方面的可靠性。.
实际意义:生产商可在拉伸前估算成品强度,减少试错成本。.
3.退火处理:寻找性能的 “黄金平衡点
3.1 退火的必要性
拉拔过程会产生内应力和加工硬化,导致材料延展性降低。退火处理的核心目的是:
- 消除内应力
- 恢复材料的延展性
- 实现理想的强度-电导率匹配
3.2 温度和时间的双重影响
实验比较了从 550°C 到 850°C 不同温度范围内的退火效果:
| 退火温度(°C) | 退火时间(小时) | 拉伸强度(兆帕) | 伸长率 (%) |
|---|---|---|---|
| 550 | 0.5 | 518.3 | 14.3 |
| 650 | 2 | 346.7 | 34.3 |
| 850 | 2 | 338.0 | 34.9 |
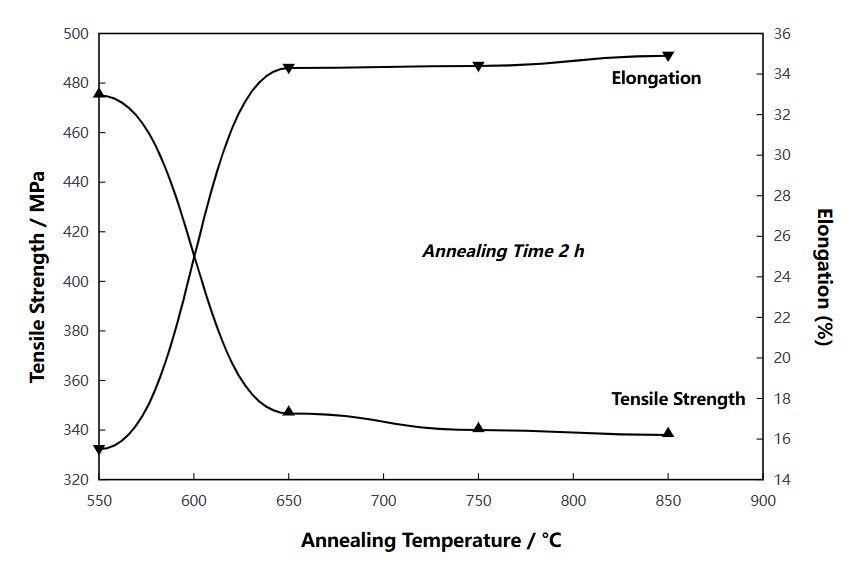
图 2:退火温度对 抗拉强度 以及 伸长率 (退火时间:2 小时)。左 Y 轴:拉伸强度 (兆帕右 Y 轴:伸长率(%),X 轴:退火温度(°C)。从图中可以看出,随着退火温度从 550°C 上升到 850°C,拉伸强度从 ~480 兆帕下降到 ~338 兆帕,而伸长率则从 ~14% 上升到 ~35%。.
改变模式:
- 强度降低 - 随着退火温度的升高和时间的延长,拉伸强度逐渐降低
- 延展性恢复 - 伸长率相应增加,提高了材料的韧性
3.3 工艺结论:850°C × 2 小时
研究发现,当退火温度达到 850°C 时不我待 2 小时, 因此,CCS 金属丝的拉伸强度和伸长率趋于稳定。.
建议的工艺参数:
- 退火温度: 850°C
- 退火时间: 2 小时
- 预期绩效:拉伸强度 ≈ 338 兆帕,伸长率 ≈ 35%
这种参数组合可作为退火基线,以追求最佳的延展性平衡。.
4.硬化指数:霍洛蒙关系的验证
4.1 工作硬化行为的定量分析
为了定量分析 CCS 金属丝的加工硬化行为,研究人员引用了著名的 霍洛蒙方程:
Hollomon Equation:
公式解释:
- S — True stress
- K — Strength coefficient
- e — True strain
- n — Strain hardening exponent
4.2 实验结果:n = 0.4
电线的回归分析 50% 拉伸变形屈服:
菌株 硬化 指数 n = 0.4
技术意义:
- n 值越高,说明均匀变形能力越强
- 有效延缓颈椎病的发生
- 有利于后续加工和成型
5.微观机制:谷物进化的本质
机械性能的变化主要是微结构演变的结果:
绘制状态:
- 谷粒细长、精致
- 位错密度明显增加
- 强度增加,延展性降低
退火状态:
- α-铁相晶粒明显增长
- 从最初的几微米到数百微米
- 消除内应力,恢复延展性
微观-宏观相关性:晶粒尺寸的变化直接决定了宏观机械性能。.
6.生产实践指南
6.1 精确预测
通过混合规则,制造商可以在拉伸前估算成品强度:
- 根据目标强度反向计算所需变形量
- 优化铜/钢体积分数比
- 减少试运行,降低研发成本
6.2 工艺优化
追求最佳的延展性平衡、, 850°C × 2 小时 是值得退火的基线:
- 适用于对伸长率要求较高的应用场合
- 如果需要更高的强度,可适当降低退火温度或缩短退火时间
6.3 质量控制
建议在生产过程中监控以下关键参数:
- 拉伸变形(实时监控)
- 退火温度曲线(确保均匀性)
- 退火时间(精确控制)
- 机械性能取样(拉伸强度、伸长率)
7. FISSOT Process Advantages
作为铜包钢材料的专业供应商,GENERAL CLAD 在加工技术控制方面具有显著优势:
- 精度 绘图控制 - 先进的拉伸设备,变形控制精度达 ±1%
- 退火工艺优化 - 基于大量实验数据的独家工艺数据库
- 可定制的性能 - 根据客户要求调整工艺参数,实现精确的性能匹配
- 全过程质量可追溯性 - 从原材料到成品,每个加工步骤都可追溯
- 技术支持服务 - 提供流程咨询、性能优化和应用指导
产品链接: Copper Clad Steel Wire Product Details
8.结论
铜包钢线的机械性能并非偶然形成,而是拉拔、退火和其他加工技术综合作用的结果。了解这些工艺参数与性能之间的科学关系对以下方面意义重大:
- 制造商 - 优化流程、提高成品率、降低成本
- 应用客户 - 选型合理,确保性能,延长使用寿命
- 行业进步 - 推动标准改进,促进技术创新
未来,随着工艺技术和微结构表征方法的不断进步,铜包钢线的性能边界将继续扩大,为通信、电力、汽车和其他领域提供更高质量的材料解决方案。.