Аннотация
Проволока из стали, плакированной медью (CCS), стала лидером среди биметаллических проводов благодаря сочетанию высокой проводимости меди и высокой прочности стали. Однако для производства высокопроизводительной проволоки CCS требуется нечто большее, чем просто укладка материала. В этой статье представлен подробный анализ того, как три ключевых параметра технологического процесса -деформация рисунка, температура отжига, и время отжига-непосредственно влияют на прочность на разрыв и удлинение проволоки CCS, предлагая научные рекомендации для производственной практики.
1. Введение
В современных областях связи и передачи электроэнергии все более широкое применение находит стальная проволока, плакированная медью. Ее превосходные характеристики обусловлены идеальным сочетанием меди и стали: медный слой обеспечивает высокую проводимость, а стальной сердечник придает высокую прочность.
Однако механические свойства конечного продукта определяются не только сырьем, но и в значительной степени зависят от технологии обработки. Понимание взаимосвязи между этими технологическими параметрами и характеристиками имеет решающее значение для оптимизации производства и повышения качества продукции.
Сопутствующие товары: Для получения дополнительной информации о продукции из стальной проволоки, плакированной медью, посетите сайт Copper Clad Steel Wire Product Page.
2. Процесс волочения: “Балансировка” между прочностью и пластичностью
2.1 Основная роль деформации при волочении
Рисование - это основной этап в производстве проволоки CCS. Исследования показывают, что при увеличении деформации волочения механические свойства проволоки претерпевают значительные изменения:
| Показатель эффективности | Тенденция к изменению | Анализ причин |
|---|---|---|
| Прочность на разрыв | Значительно увеличивает | Рафинирование зерна, увеличение плотности дислокаций |
| Удлинение | Постоянно уменьшается | Закалка, расход пластиковых резервов |
Это “компромиссное” соотношение, по сути, является классическим балансом между прочностью и пластичностью материала.
2.2 Экспериментальные данные: Кривые напряжения и деформации
На рисунке ниже показаны кривые напряжения-деформации при различных деформациях волочения (30%-90%):
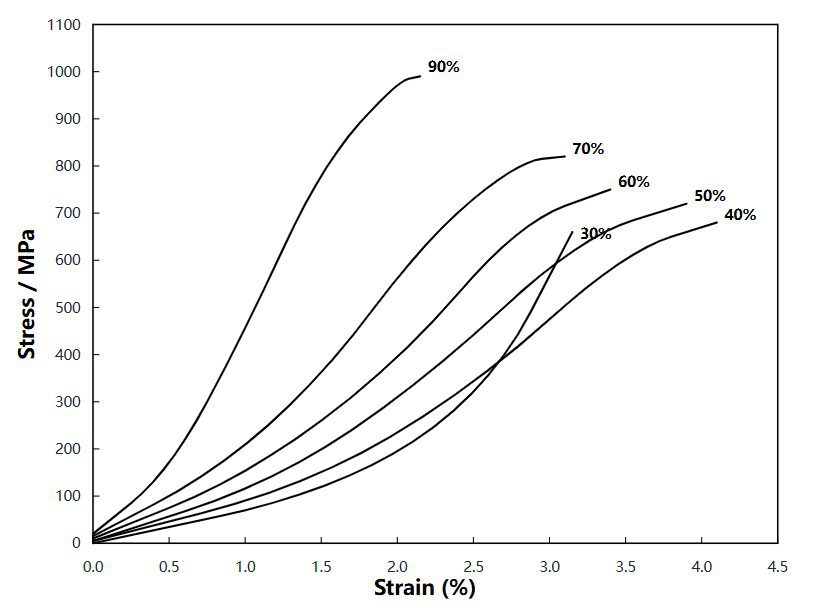
Рисунок 1: Кривые напряжение-деформация при различных деформациях волочения (30%-90%). Ось Y: Напряжение (МПа), ось Х: Деформация (%). Кривые показывают, что с увеличением деформации от 30% до 90%, прочность на разрыв значительно увеличивается с ~600 МПа до ~1000 МПа, в то время как удлинение уменьшается.
Интерпретация кривых:
- 30%-40% Деформация: Более низкая прочность (около 600-700 МПа), лучшая пластичность
- 50%-60% Деформация: Средняя прочность (около 750-800 МПа), сбалансированные комплексные характеристики
- 70%-90% Деформация: Значительно повышенная прочность (800-1000 МПа), значительно сниженная пластичность
Основной вывод: При деформации 90% прочность на разрыв приближается к 1000 МПа, но удлинение существенно снижается.
2.3 Смешанные правила: Мощный инструмент для теоретического прогнозирования
Исследователи использовали Смешанные правила композитных материалов для теоретического расчета прочности на растяжение при различных уровнях деформации:
Mixed Rules Formula:
Объяснение формулы:
- σCCSb — Tensile strength of CCS wire
- σCub — Strength of copper
- σFeb — Strength of steel
- VCu — Volume fraction of copper
- VFe — Volume fraction of steel
Результаты проверки: Экспериментальные данные показывают, что теоретические расчеты близко совпадают с фактическими измерениями, что доказывает надежность этой модели для прогнозирования прочности проволоки CCS.
Практическое значение: Производители могут оценить прочность готового изделия еще до нанесения рисунка, что сокращает расходы на пробные и ошибочные действия.
3. Обработка отжигом: Поиск “золотой точки равновесия” производительности
3.1 Необходимость отжига
В процессе волочения возникают внутренние напряжения и закалка, что приводит к снижению пластичности материала. Основными целями обработки отжигом являются:
- Устранение внутренних напряжений
- Восстановление пластичности материала
- Достижение идеального соотношения прочности и пластичности
3.2 Двойное влияние температуры и времени
В экспериментах сравнивались эффекты отжига в различных температурных диапазонах от 550°C до 850°C:
| Температура отжига (°C) | Время отжига (ч) | Прочность на разрыв (МПа) | Удлинение (%) |
|---|---|---|---|
| 550 | 0.5 | 518.3 | 14.3 |
| 650 | 2 | 346.7 | 34.3 |
| 850 | 2 | 338.0 | 34.9 |
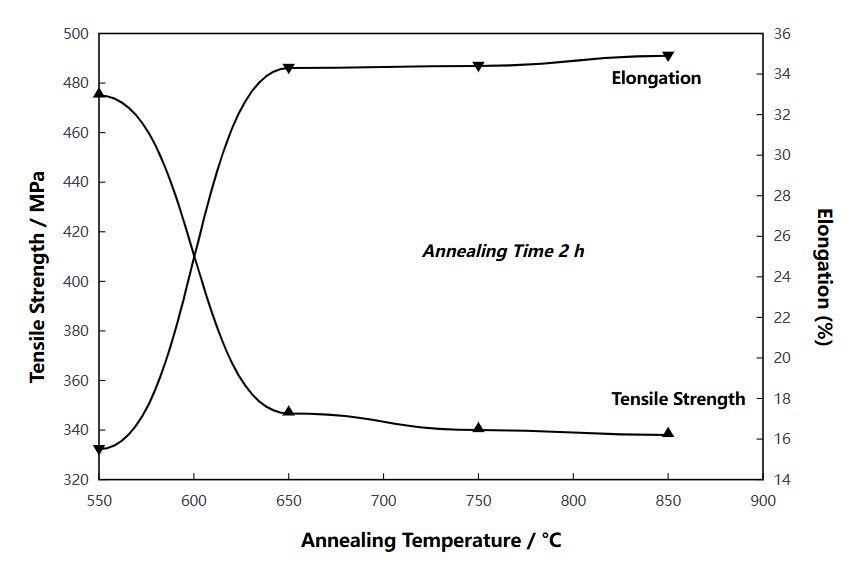
Рисунок 2: Влияние температуры отжига на Прочность на разрыв и Удлинение (Время отжига: 2 ч). Левая ось Y: Прочность на разрыв (МПа), правая ось Y: Удлинение (%), ось X: Температура отжига (°C). Из графика видно, что при увеличении температуры отжига с 550°C до 850°C прочность на разрыв снижается с ~480 МПа до ~338 МПа, а удлинение увеличивается с ~14% до ~35%.
Изменение шаблона:
- Снижение прочности - С повышением температуры отжига и увеличением времени прочность на разрыв постепенно снижается
- Восстановление пластичности - Соответственно, увеличивается удлинение, что повышает прочность материала.
3.3 Заключение процесса: 850°C × 2 ч
Исследования показали, что когда температура отжига достигает 850°C и время длится 2 часа, Прочность на разрыв и удлинение проволоки CCS стабилизируются.
Рекомендуемые параметры процесса:
- Температура отжига: 850°C
- Время отжига: 2 часа
- Ожидаемая производительность: Прочность на разрыв ≈ 338 МПа, Удлинение ≈ 35%
Эта комбинация параметров может служить в качестве базовой линии отжига для достижения оптимального баланса пластичности.
4. Индекс упрочнения: Валидация зависимости Холломона
4.1 Количественный анализ поведения упрочнения работы
Чтобы количественно проанализировать поведение проволоки CCS при упрочнении, исследователи прибегли к известному методу Уравнение Холломона:
Hollomon Equation:
Объяснение формулы:
- S — True stress
- K — Strength coefficient
- e — True strain
- n — Strain hardening exponent
4.2 Экспериментальные результаты: n = 0,4
Регрессионный анализ проводов с 50% деформация при вытяжке:
Штамм Закаливание Экспонента n = 0,4
Техническая значимость:
- Более высокое значение n указывает на хорошую способность к равномерной деформации
- Эффективно задерживает появление шеи
- Благоприятны для последующей обработки и формовки
5. Микроскопический механизм: Сущность эволюции зерен
Изменения механических свойств в основном являются результатом эволюции микроструктуры:
Нарисованный штат:
- Зерна удлиненные и утонченные
- Плотность дислокаций значительно увеличивается
- Прочность увеличивается, пластичность уменьшается
Отожженное состояние:
- Зерна фазы α-Fe значительно увеличиваются
- От начальных нескольких микрометров до сотен микрометров
- Внутренние напряжения устранены, пластичность восстановлена
Соотношение микро и макро: Изменения размера зерна напрямую определяют макроскопические механические характеристики.
6. Руководство по производственной практике
6.1 Точное предсказание
Используя смешанные правила, производители могут оценить прочность готового изделия еще до начала волочения:
- Обратный расчет требуемой деформации на основе целевой прочности
- Оптимизация соотношения объемной доли меди и стали
- Сокращение количества испытаний и снижение затрат на НИОКР
6.2 Оптимизация процесса
Для достижения оптимального баланса пластичности, 850°C × 2 ч это достойная базовая линия отжига:
- Подходит для сценариев применения с высокими требованиями к удлинению
- Если требуется более высокая прочность, следует уменьшить температуру отжига или сократить время.
6.3 Контроль качества
В процессе производства рекомендуется контролировать следующие основные параметры:
- Деформация рисунка (мониторинг в реальном времени)
- Кривая температуры отжига (для обеспечения равномерности)
- Время отжига (точный контроль)
- Отбор проб на механические свойства (прочность на разрыв, удлинение)
7. FISSOT Process Advantages
Как профессиональный поставщик стальных материалов, плакированных медью, GENERAL CLAD имеет значительные преимущества в управлении технологией обработки:
- Точность Управление чертежами - Передовое волочильное оборудование с точностью контроля деформации ±1%
- Оптимизация процесса отжига - Эксклюзивная база данных процессов, основанная на обширных экспериментальных данных
- Настраиваемая производительность - Настройка параметров процесса в соответствии с требованиями заказчика для точного согласования производительности
- Прослеживаемость качества всего процесса — Every process step is traceable from raw materials to finished products
- Technical Support Services — Provides process consultation, performance optimization, and application guidance
Product Link: Copper Clad Steel Wire Product Details
8. Conclusion
The mechanical properties of copper clad steel wire are not formed by chance but are the result of combined effects from drawing, annealing, and other processing technologies. Understanding the scientific relationship between these process parameters and performance is significant for:
- Manufacturers — Optimize processes, improve yield rates, reduce costs
- Application Customers — Reasonable selection, ensure performance, extend service life
- Industry Progress — Promote standard improvement, foster technological innovation
In the future, with continuous advancements in process technology and microstructural characterization methods, the performance boundaries of copper clad steel wire will continue to expand, providing higher-quality material solutions for communications, power, automotive, and other fields.