Resumen
El alambre de acero revestido de cobre (CCS) se ha convertido en líder de los alambres bimetálicos por su combinación de alta conductividad gracias al cobre y alta resistencia gracias al acero. Sin embargo, la producción de alambre CCS de alto rendimiento requiere algo más que el apilamiento de materiales. Este artículo ofrece un análisis en profundidad de cómo tres parámetros clave del proceso...deformación del dibujo, temperatura de hibridación, y tiempo de recocido-afectan directamente a la resistencia a la tracción y al alargamiento del alambre CCS, ofreciendo orientación científica para las prácticas de producción.
1. Introducción
En los modernos campos de la comunicación y la transmisión de energía, las aplicaciones del alambre de acero revestido de cobre están cada vez más extendidas. Su excelente rendimiento se debe a la perfecta combinación de cobre y acero: la capa de cobre proporciona una alta conductividad, mientras que el núcleo de acero confiere una gran resistencia.
Sin embargo, las propiedades mecánicas del producto final no vienen determinadas simplemente por las materias primas, sino que están profundamente influidas por la tecnología de procesamiento. Comprender la relación entre estos parámetros de proceso y el rendimiento es crucial para optimizar la producción y mejorar la calidad del producto.
Productos relacionados: Para más información sobre productos de alambre de acero revestido de cobre, visite Copper Clad Steel Wire Product Page.
2. El proceso de embutición: El “equilibrio” entre resistencia y ductilidad
2.1 Papel central de la deformación de embutición
El dibujo es el paso central en la producción de alambre CCS. La investigación demuestra que, a medida que aumenta la deformación de trefilado, las propiedades mecánicas del alambre experimentan cambios significativos:
| Indicador de resultados | Cambio Tendencia | Análisis de causas |
|---|---|---|
| Resistencia a la tracción | Aumenta significativamente | Refinamiento del grano, aumento de la densidad de dislocación |
| Alargamiento | Disminuye continuamente | Endurecimiento del trabajo, consumo de reserva de plástico |
Esta relación de “compensación” es esencialmente el equilibrio clásico entre la resistencia y la ductilidad del material.
2.2 Datos experimentales: Curvas tensión-deformación
La figura siguiente muestra las curvas de tensión-deformación a diferentes deformaciones de embutición (30%-90%):
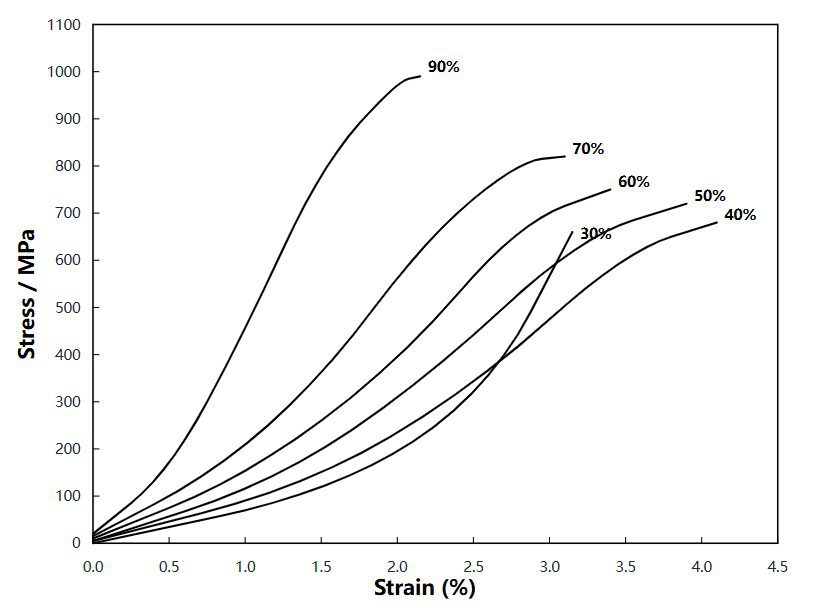
Figura 1: Curvas de tensión-deformación a diferentes deformaciones de embutición (30%-90%). Eje Y: Esfuerzo (MPa), eje X: Deformación (%). Las curvas muestran que a medida que aumenta la deformación de 30% a 90%, resistencia a la tracción aumenta significativamente de ~600 MPa a ~1000 MPa, mientras que elongación disminuye.
Interpretación de curvas:
- 30%-40% Deformación: Menor resistencia (aprox. 600-700 MPa), mejor ductilidad
- 50%-60% Deformación: Resistencia media (aprox. 750-800 MPa), rendimiento global equilibrado
- 70%-90% Deformación: Resistencia significativamente mejorada (800-1000 MPa), ductilidad significativamente reducida.
Conclusiones principales: Con una deformación de 90%, la resistencia a la tracción se aproxima a 1000 MPa, pero el alargamiento disminuye sustancialmente.
2.3 Reglas mixtas: Una potente herramienta de predicción teórica
Los investigadores utilizaron el Reglas mixtas de materiales compuestos para calcular teóricamente la resistencia a la tracción a diferentes niveles de deformación:
Mixed Rules Formula:
Explicación de la fórmula:
- σCCSb — Tensile strength of CCS wire
- σCub — Strength of copper
- σFeb — Strength of steel
- VCu — Volume fraction of copper
- VFe — Volume fraction of steel
Resultados de la verificación: Los datos experimentales muestran que los cálculos teóricos se ajustan estrechamente a las mediciones reales, lo que demuestra la fiabilidad de este modelo para predecir la resistencia del alambre CCS.
Importancia práctica: Los fabricantes pueden estimar la resistencia del producto acabado antes del trefilado, lo que reduce los costes por ensayo y error.
3. Tratamiento de recocido: Encontrar el “punto de equilibrio dorado” del rendimiento
3.1 Necesidad del recocido
El proceso de estirado genera tensiones internas y endurecimiento por deformación, lo que reduce la ductilidad del material. Los objetivos principales del tratamiento de recocido son:
- Eliminar las tensiones internas
- Restaurar la ductilidad del material
- Conseguir una relación ideal entre resistencia y ductilidad
3.2 Doble influencia de la temperatura y el tiempo
Los experimentos compararon los efectos del recocido en diferentes rangos de temperatura, desde 550°C hasta 850°C:
| Temperatura de recocido (°C) | Tiempo de recocido (h) | Resistencia a la tracción (MPa) | Alargamiento (%) |
|---|---|---|---|
| 550 | 0.5 | 518.3 | 14.3 |
| 650 | 2 | 346.7 | 34.3 |
| 850 | 2 | 338.0 | 34.9 |
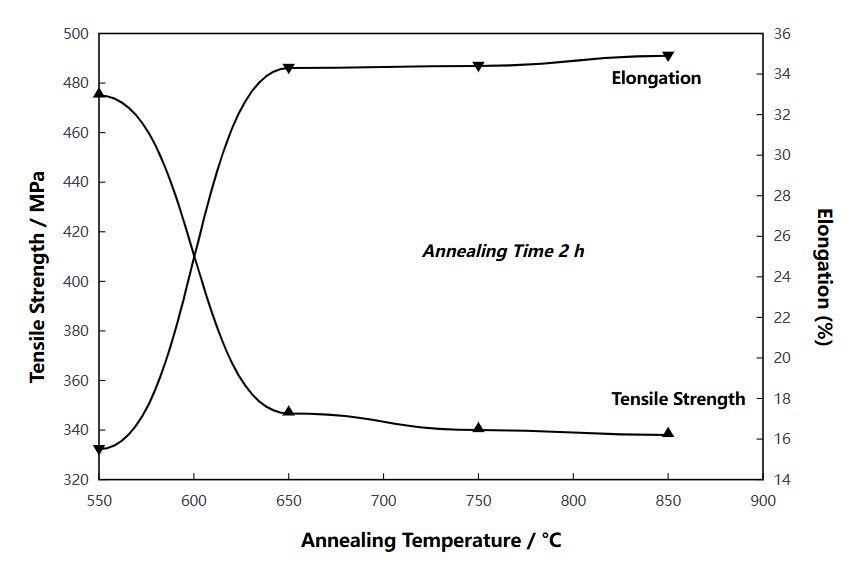
Figura 2: Efecto de la temperatura de recocido sobre Resistencia a la tracción y Alargamiento (Tiempo de recocido: 2h). Eje Y izquierdo: Resistencia a la tracción (MPa), Eje Y derecho: Alargamiento (%), Eje X: Temperatura de recocido (°C). El gráfico muestra que a medida que aumenta la temperatura de recocido de 550 °C a 850 °C, la resistencia a la tracción disminuye de ~480 MPa a ~338 MPa, mientras que el alargamiento aumenta de ~14% a ~35%.
Cambiar el patrón:
- Disminución de la fuerza - A medida que aumenta la temperatura de recocido y se prolonga el tiempo, la resistencia a la tracción disminuye gradualmente
- Recuperación de la ductilidad - El alargamiento aumenta en consecuencia, mejorando la tenacidad del material.
3.3 Conclusión del proceso: 850°C × 2h
La investigación descubrió que cuando la temperatura de recocido alcanza 850°C y el tiempo dura 2 horas, la resistencia a la tracción y el alargamiento del alambre CCS tienden a estabilizarse.
Parámetros de proceso recomendados:
- Temperatura de recocido: 850°C
- Tiempo de recocido2 horas
- Resultados previstos: Resistencia a la tracción ≈ 338 MPa, Alargamiento ≈ 35%
Esta combinación de parámetros puede servir de base de recocido para buscar un equilibrio óptimo de ductilidad.
4. Índice de endurecimiento: Validación de la relación Hollomon
4.1 Análisis cuantitativo del comportamiento del endurecimiento del trabajo
Para analizar cuantitativamente el comportamiento de endurecimiento por deformación del alambre CCS, los investigadores citaron el famoso Ecuación de Hollomon:
Hollomon Equation:
Explicación de la fórmula:
- S — True stress
- K — Strength coefficient
- e — True strain
- n — Strain hardening exponent
4.2 Resultados experimentales: n = 0,4
Análisis de regresión del cable con 50% deformación de dibujo cedido:
Cepa Endurecimiento Exponente n = 0,4
Importancia técnica:
- Un valor n más alto indica una buena capacidad de deformación uniforme
- Retrasa eficazmente la aparición del necking
- Beneficioso para el procesado y conformado posteriores
5. Mecanismo microscópico: La esencia de la evolución de los granos
Los cambios en las propiedades mecánicas son esencialmente el resultado de la evolución microestructural:
Estado actual:
- Los granos son alargados y refinados
- La densidad de dislocación aumenta considerablemente
- Aumenta la resistencia, disminuye la ductilidad
Estado recocido:
- Los granos de la fase α-Fe crecen significativamente
- Desde unos pocos micrómetros iniciales hasta cientos de micrómetros
- Se eliminan las tensiones internas y se restablece la ductilidad
Correlación micro-macro: Los cambios en el tamaño del grano determinan directamente el rendimiento mecánico macroscópico.
6. Guía de prácticas de producción
6.1 Predicción precisa
Mediante reglas mixtas, los fabricantes pueden estimar la resistencia del producto acabado antes del trefilado:
- Cálculo retroactivo de la deformación requerida en función de la resistencia objetivo
- Optimizar la proporción de la fracción volumétrica de cobre/acero
- Reducir las pruebas y disminuir los costes de I+D
6.2 Optimización del proceso
Para lograr un equilibrio óptimo de ductilidad, 850°C × 2h es una línea de base de recocido que vale la pena:
- Adecuado para aplicaciones con elevados requisitos de alargamiento
- Si se necesita mayor resistencia, reducir adecuadamente la temperatura de recocido o acortar el tiempo.
6.3 Control de calidad
Se recomienda controlar los siguientes parámetros clave durante la producción:
- Deformación del dibujo (control en tiempo real)
- Curva de temperatura de recocido (garantizar la uniformidad)
- Tiempo de recocido (control preciso)
- Muestreo de propiedades mecánicas (resistencia a la tracción, alargamiento)
7. FISSOT Process Advantages
Como proveedor profesional de materiales de acero revestido de cobre, GENERAL CLAD cuenta con importantes ventajas en el control de la tecnología de procesamiento:
- Precisión Control de dibujos - Equipo de estirado avanzado con una precisión de control de la deformación de ±1%
- Optimización del proceso de recocido - Base de datos de procesos exclusiva basada en numerosos datos experimentales
- Rendimiento personalizable - Ajuste los parámetros del proceso en función de los requisitos del cliente para obtener un rendimiento preciso
- Trazabilidad de la calidad de todo el proceso - Cada paso del proceso es trazable, desde las materias primas hasta los productos acabados.
- Servicios de asistencia técnica - Ofrece asesoramiento sobre procesos, optimización del rendimiento y orientación sobre aplicaciones.
Enlace del producto: Copper Clad Steel Wire Product Details
8. Conclusión
Las propiedades mecánicas del alambre de acero revestido de cobre no se forman por casualidad, sino que son el resultado de los efectos combinados del trefilado, el recocido y otras tecnologías de procesamiento. Comprender la relación científica entre estos parámetros de proceso y el rendimiento es importante para:
- Fabricantes - Optimizar los procesos, mejorar los índices de rendimiento y reducir los costes
- Clientes de aplicaciones - Selección razonable, garantizar el rendimiento, prolongar la vida útil
- Progreso de la industria - Promover la mejora de las normas, fomentar la innovación tecnológica
En el futuro, con los continuos avances en la tecnología de procesos y los métodos de caracterización microestructural, los límites de rendimiento del alambre de acero revestido de cobre seguirán ampliándose, proporcionando soluciones de material de mayor calidad para los sectores de las comunicaciones, la energía, la automoción y otros.